当前位置:郑州博亿开源自动化设备有限公司 > 新闻动态 > 正文
打壳气缸的结构特点(二)
文章出处:郑州博亿开源发表时间:2016-11-23
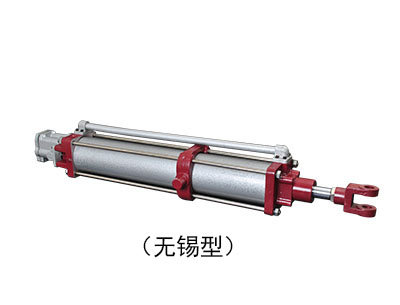
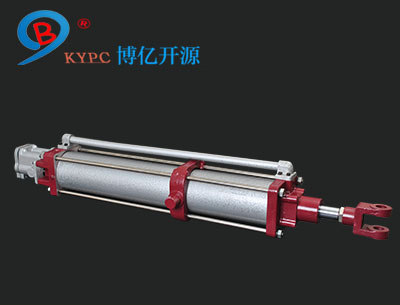
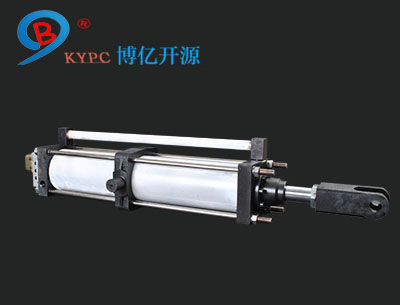
打壳气缸主要是在每次电解槽下料时打破表层结壳,保证氧化铝原料顺利进入电解槽。工作气体压力约为6Bar,工作环境粉尘污染大,辐射温度高,打壳气缸的控制回路采用气动控制形式。原有的打壳气缸控制回路是将二位五通气控阀(打壳气缸换向阀)改型后安装在打壳缸的后端,形成带阀缸,这样减少了由于管路及接头的布置过多而造成的泄漏点。这种方式是以基础的气控回路来控制打壳气缸的动作。由于铝厂使用的打壳气缸数量较多,这种方式对节能降耗有一定的作用。
打壳气缸的密封件采用耐高温,耐磨损的进口橡胶材料生产,活塞杆处安装具有自润滑功能的导向及支撑装置,耐磨损、耐高温。气缸尾端装有缓冲室,工作时无冲击,缓冲可调。控制阀采用专对铝行业设计制造的而高温防磁大通径座式气控阀,具有流量大、抗污染、环境适应性强、性能可靠等特点。气阀控制口不通气时,活塞杆缩入,端部自锁,控制口通气后自锁解除,从而有效防止打壳头在停电、停气时浸入电解槽内,使用安全可靠。活塞杆经过镀铬处理,防腐蚀性能强。